تصفح الكمية:30 الكاتب:محرر الموقع نشر الوقت: 2019-05-28 المنشأ:محرر الموقع
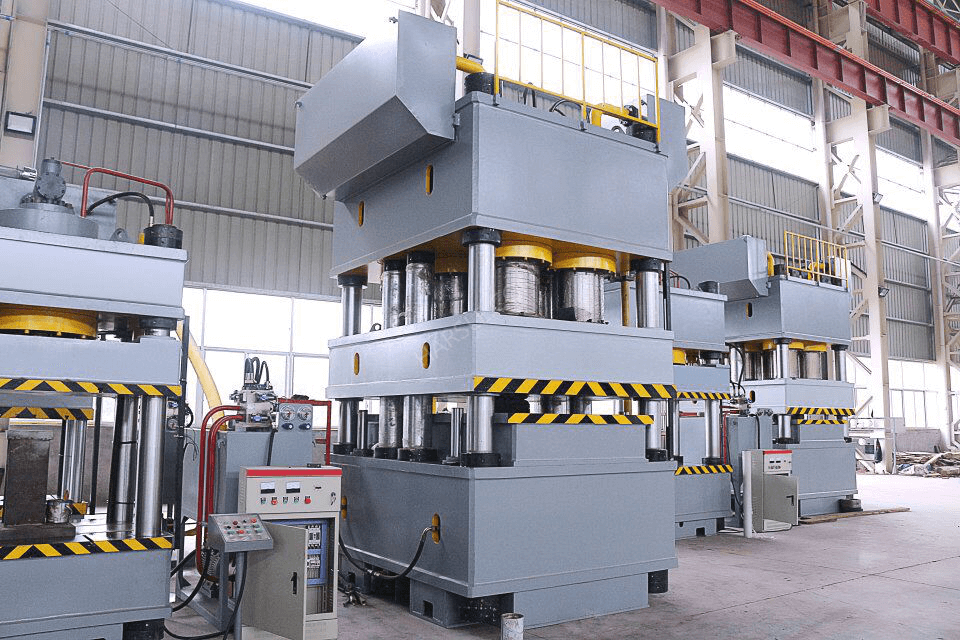
تغطي هذه المواصفات المتطلبات العامة لعدد من 2000 طن المطابع الهيدروليكية التي تشمل التصميم والتصنيع والتوريد والانتصاب ، تكليف واختبار المطابع في NFC. مطلوب مكابس هيدروليكية 2000T لضغوط الإسفنج المعدني للزركونيوم من مختلف الأحجام والأشكال (حسب المواصفات الواردة أدناه).
يشمل نطاق العرض التصميم ، التصنيع ، العرض ، الانتصاب ، تكليف واختبار اثنين (2) عدد من الهيدروليكي المتساقط الضغط المستخدمة لصنع مضغوط من الإسفنج الزركونيوم.أي عناصر إضافية أو أنظمة فرعية لم يتم ذكرها في المواصفات ولكن مطلوبة أو محددة للاكتمال وخالية من المتاعب يجب إدراج أداء النظام في النطاق دون سعر إضافي وآثار الوقت.
أبعاد العديد من الإسفنج الزركونيوم المراد إنتاج التالية:
1. مضغوط أسطواني يبلغ قطره 180 مم وارتفاع 135 مم.
2. مضغوط كحلودي يبلغ قطره 150 مم وارتفاعه 140 مم.
3. مضغوط البعد: 500 × 50 × 75 مم (L x W x H)
يجب ملء اسفنجة المعادن الزركونيوم جنبا إلى جنب مع عناصر السبائك في الموت و من خلال الضغط على الإسفنج المعدني في موته حسب جدول الإنتاج ، يجب الحصول على المضغات. يجب أن يعتمد ارتفاع المضغوط على الزيت حد الضغط.
4.1 تسلسل التشغيل
أولا. يموت في البداية على السرير الصحفي ولكم في أعلى الموضع.
الثاني. يتم تغذية إسفنج الزركونيوم وعنصر السبائك في الموت في ثلاثة أجزاء من هذا القبيل أن عناصر صناعة السبائك تفترض تقريبًا وضعًا مركزيًا في مضغوط (يدويًا بواسطة المشغل.
ثالثا. يتحرك الكبش الرئيسي لأسفل أولاً بسرعة عالية ثم ببطء اضغط على الإسفنج المملوء بالموت.
رابعا. يصل ضغط الزيت في الأسطوانة الرئيسية إلى الضغط المحدد ثم يحمل لحوالي 10 ثوان.
خامسًا تخفيف الضغط: يتم تقليل ضغط الزيت في الأسطوانة والخطوط إلى مستوى مقبول.
السادس. الكبش الرئيسي يتراجع الآن ببطء.
السابع. يوزع يموت أيضًا مع الإسفنج المضغوط فيه.
الثامن. شرائح ومواقف Un-Loader تحت تجويف الموت.
تاسعا. يموت على كتلة Un-Loader ثم يبدأ الكبش في النزول.
X. تتحرك لكمة لأسفل إسفنجة الزركونيوم المضغوطة (مضغوط) من أسفل الموت إلى تجويف كتلة un-loader.
الحادي عشر. يتم الآن تراجع اللكمة بسرعة إلى أعلى الموضع.
الثاني عشر. يرفع يموت لأعلى ويتم سحب كتلة UN-Loader مرة أخرى مع
القذف المدمجة وينزلق إلى صينية التراص. يجب اتخاذ ترتيب مناسب حتى لا يتضرر المدمج أثناء تنزهه إلى صينية تكديس.
الثالث عشر. يجلس الموت مرة أخرى على السرير والضغط جاهز للدورة التالية.
5.1. اضغط على الإطار
يجب تصنيع المكونات الرئيسية للإطار الصحفي مثل السرير ، والرأس العلوي ، والشرائح ، والاستقامة المستقيمة باستخدام لوحات ISO 2062 من الدرجة الثانية وللحامها وفقًا لإجراءات اللحام القياسية. يجب أن تكون اللوحات حسب مواصفات ومواد مكررة يجب تقديم شهادة اختبار (MTC) للوحات الصادرة عن مصنع الصلب لتفقد مسؤولي NFC. يجب اختبار جميع اللحامات الحرجة لعيوب اللحام. يجب أن تكون طريقة اختبار عيوب اللحام وطريقة تخفيف الإجهاد أوضح في العرض. يجب أن يكون الهيكل المصنوع مرتاحًا للضغط على النحو الواجب. سجلات تخفيف الإجهاد يجب أن تكون مفروشة أثناء فحص الماكينة. يجب تقديم حسابات التصميم التفصيلية لمدى ملاءمة الأقسام الحرجة أو تحليل FEM بعد وضع النظام. رسم تخطيطي مقطع العرضي يجب تقديم التجميعات الرئيسية في محاولة للإشارة إلى ميزات الإنشاءات. يجب أن تحتوي الشريحة على توجيه 8 نقاط مع بطانات برونزية قابلة للتعديل في الموقع والاستبدال لفترة طويلة.
ملاحظة: يجب أن يكون لإطار الصحافة فتحات من جميع الأطراف الأربعة مثل أن منطقة الضغط يمكن الوصول إليها من جميع الجوانب الأربعة. الحد الأدنى 1000 × 1500 ملم لفتح الجانبين و 1500 × 1500 ملم للأمام والخلف يجب ألا تتجاوز فتحات الفتحات (W x H) 85 ديسيبل ، عند قياسها على مسافة 1 متر من الجهاز في ظروف المجال الحرة.
5.2. الكبش الرئيسي والأسطوانة
يجب أن يكون الكبش الرئيسي للصحافة من كتلة مزورة. يجب أن تكون الأسطوانة الرئيسية مزورة من كتلة واحدة ثم تم تصنيعها. يجب توفير شهادات Relavant للذاكرة RAM والأسطوانة خلال PDI.
5.3. يموت ولكم الجمعية
أ) يجب توفير مجموعة يموت مع ارتفاع تجويف 430 مم لمضغوطات قطرها 150 مم و 180 مم.
ب) بالنسبة للضغطات المستطيلة ، يجب أن يكون طول اللكمة 50 مم وطول 500 مم. يجب أن يكون التجويف عمق 400 ملم (تقريبا)
ج) يجب أن تكون الفجوة بين قاع اللكمة والسطح العلوي للموت 320 مم.
د) يجب أن تكون ذاكرة الوصول العشوائي مطلي بالكروم ويتم توفير شهادة الانتهاء من السطح. يجب الإشارة بوضوح إلى سماكة الطلاء في العرض.
ه) يجب أن يكون سرير التحريك من الصحافة والبطانة الداخلية وما إلى ذلك مكونات مزورة
ملاحظة: يموت وكمة لجميع أنواع المضغوط الثلاثة في نطاق المزايد. يموت بطانة يجب أن يتم غرق في السكن يموت.
تناقش تفاصيل الموت واللكمة خلال الهندسة التفصيلية ويجب استخدام الرسومات المعتمدة للتصنيع.
5.4. النظام الهيدروليكي
يجب توفير المضخات الهيدروليكية الإيجابية للنظام الهيدروليكي للصحافة. يجب أن يكون تدفق النفط خاليًا من النبض. يجب توفير دائرة هيدروليكية مفصلة جنبا إلى جنب مع العطاء. عدد المضخات المقدمة ، نوعها ، جعل ، نموذج رقم. ويجب الإشارة بوضوح إلى السعة في العرض.
يجب أن تكون الخزانات (الخزانات) للنظام الهيدروليكي وفقًا للمعايير القابلة للتطبيق. يجب تزويدها باستراحة من الهواء ، وألواح الحواجز المناسبة ، وتنفس الحشو ، ومقياس مؤشر درجة الحرارة ، ومقياس مستوى الزيت ، وغطاء (غطاء) التفتيش ، أحكام إضافة خطوط في المستقبل ، على اتصالات التدفق والصرف.
يجب ألا تتجاوز الحد الأقصى لدرجة حرارة الزيت الهيدروليكي 55 درجة مئوية أثناء التشغيل.
يجب تثبيت حزمة الطاقة الهيدروليكية على الأرض
يجب أن يكون لمرشح خط الإرجاع مؤشر انسداد. اكتب ، صنع ونموذج لا. يجب الإشارة إلى كل عنصر مرشح في العرض. يجب أن تؤكد أنابيب فولاذية صلبة وسلسة من الفولاذ الباردة ، DIN 2391/C ، المستخدمة في الهيدروليكية دائرة كهربائية. يجب تزويد النظام الهيدروليكي بموانئ لقياس الضغط أثناء استكشاف الأخطاء وإصلاحها. يجب توفير أربع مجموعات من توصيلات الحد الأدنى مع مقاييس الضغط ، والتي تستخدم لقياس الضغط في نقاط مختلفة في الدائرة الهيدروليكية.
يجب أن يتضمن النظام الهيدروليكي/دمج وحدة ترشيح للزيوت عبر الإنترنت مثبتة على عربة الهاتف المحمول. يجب أن تستخدم وحدة الترشيح مرشحات مزدوجة مع توفير للقياس المستمر وعرض مستوى نظافة الزيت في NAS & مقياس ISO ونسبة الماء. يجب أن تأخذ وحدة الترشيح المتنقلة هذه الزيت من خزان الزيت الرئيسي للصحافة ، وتصفيةه وضخه مرة أخرى إلى خزان الزيت الرئيسي. يجب أن تكون وحدة الترشيح ذات قدرة كافية للتعامل مع حجم الزيت في الخزان الرئيسي ويجب أن تكون مناسبة للتشغيل المستمر.
6.1 يجب أن يكون للآلة نظام تحكم قائم على PLC & HMI.
6.2 مواصفات نظام PLC:
أ. حزمة البرمجة: يجب أن تكون حزمة البرمجة لتحرير منطق التحكم في نطاق العرض.
ب. وحدة التحكم: يجب أن يكون على الأقل منفذي اتصال ، أحدهما يتم استخدامه للبرمجة والآخر للشبكات.
ج. يجب أن يكون لجميع وحدات الإدخال والإخراج المستخدمة عزلًا بصريًا ولها جهد تحكم قدره 24 فولت DC فقط.
د. يجب أن يكون مصدر طاقة الرف من النوع كما أوصت به الشركة المصنعة PLC.
ه. يجب أن تقود جميع المخرجات عناصر التحكم النهائية مثل الملف اللولبي ، والمتواصل ، وما إلى ذلك من خلال وحدات ترحيل التداخل.
F. يجب أن يكون الإمداد بالتحكم لعناصر التحكم النهائية من خلال الموصلات ذات الصمامات والفتيان إشارة في مهب.
ز. يجب ألا يكون تحميل وحدة المعالجة المركزية وتحميل الذاكرة أكثر من 50 ٪.
ح. لا يجوز استخدام إمدادات وحدة المعالجة المركزية لتزويد الاستجواب بالمدخلات ، والتي يجب توفيرها للتوريد المنفصل.
أنا. يجب أن تترك ما لا يقل عن 30 ٪ من المدخلات و 30 ٪ مخرجات من وحدات الإدخال/الإخراج غير مستخدمة/احتياطية.
ي. يجب أن تكون جميع الكابلات المطلوبة لتشغيل الصحافة في نطاق توريد البائع. يجب أن تكون الكابلات لدمج جميع المستشعرات مع PLC محمية.
ك. يجب أن تكون بطاقات الإدخال/الإخراج سلكية بالكامل وتقديمها إلى المحطات في حالة استخدامها وغير المستخدمة.
ل. الاتصالات: يجب أن تكون جميع مكونات نظام التحكم ، مثل وحدة التحكم ، HMI ومحركات الأقراص الإلكترونية (إن وجدت) متصلة بالاتصال الرقمي
6.3 مواصفات نظام محركات الأقراص الإلكترونية (إن وجدت):
أ. يجب أن يكون حجم جميع محركات الأقراص الحالية بنسبة 20 ٪ من التيار المقنن أعلى من المحركات المعنية.
ب. يجب أن تكون محركات الأقراص هذه متصلة بـ HMI ويجب عرض جميع المعلمات الحرجة مثل السرعة والتيار وما إلى ذلك على HMI.
ج. يجب أن يكون لجميع محركات الأقراص في أي مكان تستخدم فيه مخططات المدخلات المقدرة بشكل كاف.
د. يجب أن تحتوي محركات الأقراص المختارة على أحدث أوضاع التحكم.
ه. يجب أن تكون برنامج التكوين/التكليف لمحركات الأقراص وكابلات/تكييف التوصيل المتخصصة ذات الصلة لتوصيل محركات الأقراص بالكمبيوتر في نطاق العرض.
F. إذا تم استخدام أي بطاقة تحكم مملوكة كتيبات/دوائر تشخيص مفصلة مع نقاط الاختبار اللازمة.
6.4 الوظائف:
أنا. يجب برمجة نظام التحكم للضغط على عمليات محددة مثل أوضاع الصيانة التلقائية واليدوية والصيانة.
الثاني. يجب أن يكون لنظام التحكم جميع الوصفات المطلوبة للتحكم التلقائي في الضغط استنادًا إلى أحجام مدمجة مختلفة.
ثالثا. يجب تسجيل جميع معلمات العملية المهمة مثل الضغط وقطر الضغط ودرجة حرارة الزيت وما إلى ذلك في شكل الاتجاه.
رابعا. تسهيلات توليد التقارير لبيانات العملية المسجلة جنبا إلى جنب مع المشغل/التحول في يجب أن تتوفر تفاصيل الشحن ، وأرقام الكثير ، وعدد التحصيلات وما إلى ذلك إلى جانب الطابع الزمني. يجب أن يكون من الممكن طباعة التقارير إلى محرك أقراص في تنسيقات PDF و CSV. أيضا ، الوظائف اللازمة لنقل البيانات المسجلة إلى يجب أن يكون الكمبيوتر المركزي متاحًا في HMI المختار كما هو موضح أدناه.
6.5 أجهزة الاستشعار: يجب استخدام أجهزة الاستشعار الإلكترونية لقياس معلمات العملية مثل الضغط ومستوى الزيت ودرجة الحرارة وما إلى ذلك ودمج مع نظام PLC.
6.6 توفير الشبكات: يجب تقديم منفذ اتصال في نظام التحكم
متاح لدمج نظام التحكم مع الكمبيوتر المركزي ، وتصوير جميع حالة العملية في ذلك.
6.7 يُقترح أن يكون لديك نظام إضافة سبائك منفصل مع صناديق منفصلة و
نظام مراقبة الوزن بحيث يمكن ملء السبائك في تجويف الموت في الوقت المناسب والموقف. وبالمثل لإضافة الإسفنج المعدني ، سيتم تصور نظام رفع الأسطوانة والتغذية المنفصل لتغذية الإسفنج المعدني في الموت. تجدر الإشارة إلى أن هذه الأنظمة ليست جزءًا من الصحافة الهيدروليكية.
ومع ذلك ، يتم تشجيع البائعين على تقديم عرض منفصل. يجب أن تكون أنظمة التحكم المتوخاة للصحافة قادرة على تكوين ودمج نظام إضافة السبائك والإسفنج.

 العربية
العربية Pусский
Pусский























