تصفح الكمية:35 الكاتب:محرر الموقع نشر الوقت: 2019-05-28 المنشأ:محرر الموقع
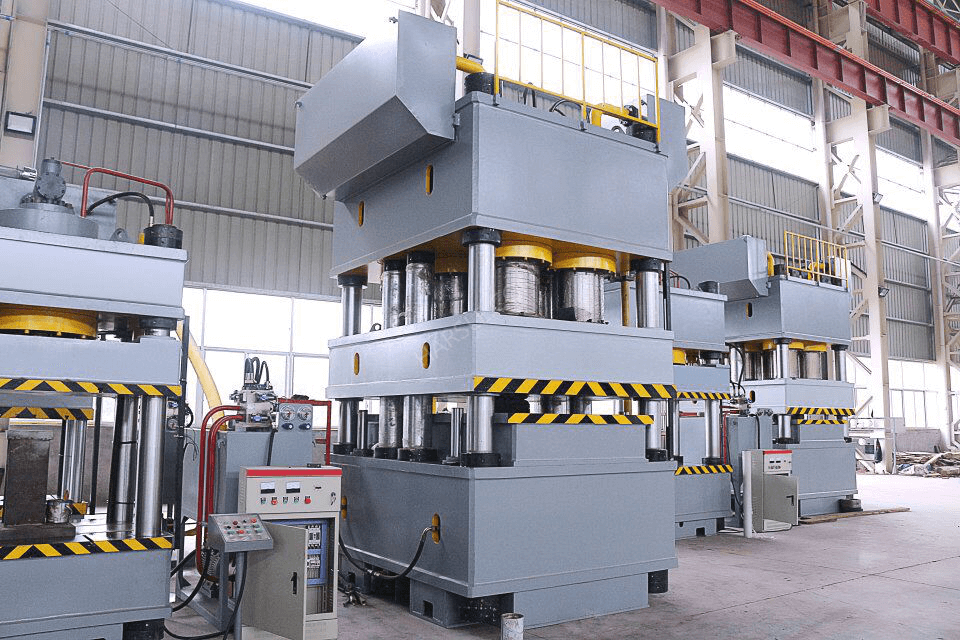
تغطي هذه المواصفة المتطلبات العامة لعددين من المكابس الهيدروليكية 2000T والتي تشمل التصميم والتصنيع والتوريد والتركيب والتشغيل واختبار المكابس في NFC. المكابس الهيدروليكية 2000T مطلوبة لضغط إسفنجة معدن الزركونيوم بمختلف الأحجام والأشكال (حسب المواصفات الواردة أدناه).
يشمل نطاق التوريد التصميم والتصنيع والتوريد والتركيب والتشغيل والاختبار لعددين (2) من المكابس الهيدروليكية المستخدمة في صنع التعاقدات من إسفنج الزركونيوم. أي عناصر إضافية أو أنظمة فرعية لم يتم ذكرها في المواصفات ولكن المطلوبة أو المحددة لاكتمال وأداء النظام الخالي من المشاكل يجب أن يتم تضمينها في النطاق دون أي آثار إضافية على السعر والوقت.
أبعاد مختلف أنواع المضغوطات الإسفنجية الزركونيوم التي سيتم إنتاجها هي كما يلي:
1. مدمج أسطواني بقطر 180 ملم وارتفاع 135 ملم.
2. أسطواني مدمج قطره 150 ملم وارتفاعه 140 ملم.
3. أبعاد مكعبة مدمجة: 500 × 50 × 75 مم (الطول × العرض × الارتفاع)

يجب ملء إسفنجة معدن الزركونيوم مع عناصر السبائك في القالب، ومن خلال ضغط الإسفنجة المعدنية في القالب الخاص بها وفقًا لجدول الإنتاج، يتم الحصول على المضغوطات. يجب أن يعتمد ارتفاع المضغوط على حد ضغط الزيت.
4.1 تسلسل التشغيل
I. في البداية يقع القالب على سرير الضغط ويوضع في أعلى الموضع.
ثانيا. يتم تغذية إسفنجة الزركونيوم وعنصر صناعة السبائك في القالب في ثلاثة أجزاء بحيث تفترض عناصر صناعة السبائك موقعًا مركزيًا تقريبًا في المضغوطة (يدويًا بواسطة المشغل./تلقائيًا بواسطة نظام الجرعات التلقائي)
ثالثا. يتحرك الكبش الرئيسي للأسفل أولاً بسرعة عالية ثم ببطء للضغط على الإسفنجة المملوءة في القالب.
رابعا. يصل ضغط الزيت في الأسطوانة الرئيسية إلى الضغط المحدد ثم يستمر لمدة 10 ثوانٍ تقريبًا.
خامساً - تخفيف الضغط: يتم تخفيض ضغط الزيت في الأسطوانة والخطوط إلى مستوى مقبول.
سادسا. يتراجع الكبش الرئيسي الآن ببطء.
سابعا. يتم رفع القالب أيضًا مع وجود إسفنجة مضغوطة بداخله.
ثامنا. شرائح ومواضع كتلة التحميل الموجودة أسفل تجويف القالب.
تاسعا. يقع القالب على كتلة إلغاء التحميل ثم يبدأ الكبش في النزول.
X. يتحرك الثقب لأسفل لإخراج إسفنجة الزركونيوم المضغوطة (المدمجة) من أسفل القالب إلى تجويف كتلة التحميل.
الحادي عشر. يتم الآن سحب اللكمة بسرعة إلى أعلى الموضع.
الثاني عشر. يتم رفع القالب لأعلى ويتم سحب كتلة إلغاء التحميل للخلف مع
أخرجه بشكل مضغوط وحركه لأسفل إلى درج التراص. يجب عمل الترتيب المناسب بحيث لا يتضرر المضغوط أثناء انزلاقه إلى صينية التراص.
الثالث عشر. يتم وضع القالب مرة أخرى فوق السرير وتكون الصحافة جاهزة للدورة التالية.
5.1. اضغط على الإطار
يجب تصنيع المكونات الرئيسية لإطار الضغط مثل السرير والرأس العلوي والمنزلق والقوائم باستخدام ألواح ISO 2062 من الدرجة الثانية ومن خلال لحامها وفقًا لإجراءات اللحام القياسية. يجب أن تكون اللوحات مطابقة لمواصفات BIS ويجب تقديم شهادة اختبار المواد (MTC) للألواح الصادرة عن مصنع الصلب إلى مسؤولي التفتيش في NFC. يجب اختبار جميع اللحامات الحرجة لعيوب اللحام. يجب أن يتم شرح طريقة اختبار عيوب اللحام وطريقة تخفيف الإجهاد في العطاء. يجب أن يتم تخفيف الضغط على الهيكل المُصنَّع على النحو الواجب. يجب تقديم سجلات تخفيف الضغط أثناء فحص الماكينة. ينبغي تقديم حسابات التصميم التفصيلية لمدى ملاءمة الأقسام الهامة أو تحليل FEM بعد تقديم الطلب. يجب أن يتم تقديم رسم تخطيطي مقطعي عرضي للتجمعات الرئيسية في العطاء للإشارة إلى الميزات الإنشائية. يجب أن تحتوي الشريحة على 8 نقاط توجيه مع بطانات برونزية قابلة للتعديل والاستبدال في الموقع من أجل عمر طويل.
ملاحظة: يجب أن يحتوي إطار المكبس على فتحات من جميع الجوانب الأربعة بحيث يمكن الوصول إلى منطقة الضغط من جميع الجوانب الأربعة. الحد الأدنى 1000 × 1500 مم للفتحات الجانبية و1500 × 1500 مم للفتحات الأمامية والخلفية (العرض × الارتفاع) يجب ألا تتجاوز مستويات الضوضاء 85 ديسيبل، عند قياسها على مسافة 1 متر من الماكينة في ظروف المجال الحر.
5.2. الرام الرئيسي والأسطوانة
يجب أن يكون الكبش الرئيسي للصحافة مصنوعًا من كتلة مطروقة. يجب أن يتم تشكيل الأسطوانة الرئيسية من كتلة واحدة ثم يتم تشكيلها آليًا. يجب تقديم الشهادات ذات الصلة للكبش والأسطوانة خلال PDI.
5.3. تجميع القالب واللكمة
أ) يجب توفير مجموعة القالب بارتفاع تجويف يبلغ 430 مم للكمادات المضغوطة بقطر 150 مم و180 مم.
ب) بالنسبة للكمادات المستطيلة، يجب أن يكون عرض المثقاب 50 مم وطول 500 مم. يجب أن يكون عمق التجويف 400 ملم (تقريبًا).
ج) يجب أن تكون الفجوة بين أسفل الثقب والسطح العلوي للقالب 320 مم.
د) يجب أن يكون الكبش مطليًا بالكروم ويجب توفير شهادة تشطيب السطح. ويجب الإشارة إلى سمك الطلاء بالكروم بوضوح في العرض.
ه) يجب أن تكون الطبقة المتحركة للضغط والبطانة الداخلية للقالب وما إلى ذلك مكونات مزورة
ملحوظة: القالب والثقب لجميع الأنواع الثلاثة من التعاقدات يقع ضمن نطاق مقدم العرض. يجب أن يتم تركيب بطانة القالب في غلاف القالب.
يجب مناقشة تفاصيل القالب والخرم أثناء الهندسة التفصيلية ويجب استخدام الرسومات المعتمدة في التصنيع.
5.4. النظام الهيدروليكي
يجب توفير المضخات الهيدروليكية ذات الإزاحة الإيجابية للنظام الهيدروليكي للمكبس. يجب أن يكون تدفق الزيت خاليًا من النبض. يجب توفير الدائرة الهيدروليكية التفصيلية مع العطاء. عدد المضخات المتوفرة، نوعها، موديلها، رقم الموديل. ويجب الإشارة إلى القدرة بشكل واضح في العطاء.
يجب أن يكون خزان (خزانات) النظام الهيدروليكي وفقاً لأحدث المعايير المعمول بها. يجب أن يتم تزويدها بمتنفس (مخارج) الهواء، وألواح حاجزة مناسبة، ومتنفس للحشو، ومقياس مؤشر لدرجة الحرارة، ومقياس لمستوى الزيت، وغطاء (أغطية) الفحص، ومخصصات لإضافة الخطوط في المستقبل، ووصلات التدفق والصرف.
يجب ألا تتجاوز درجة الحرارة القصوى للزيت الهيدروليكي 55 درجة مئوية أثناء التشغيل.
يجب تركيب حزمة الطاقة الهيدروليكية على الأرض
يجب أن يكون لمرشح خط الإرجاع مؤشر للانسداد. النوع والطراز ورقم الموديل يجب الإشارة إلى كل عنصر مرشح في العطاء. يجب أن تتوافق الأنابيب الفولاذية غير الملحومة المنحنية على البارد والمسحوبة الصلبة مع DIN 2391/C المستخدمة في الدائرة الهيدروليكية. يجب تزويد النظام الهيدروليكي بمنافذ لقياس الضغط أثناء استكشاف الأخطاء وإصلاحها أو الصيانة. يجب توفير أربع مجموعات من الوصلات الصغيرة مع أجهزة قياس الضغط، والتي تستخدم لقياس الضغط عند نقاط مختلفة في الدائرة الهيدروليكية.
يجب أن يشتمل النظام الهيدروليكي على/يدمج وحدة تنقية الزيت المثبتة على عربة متنقلة. يجب أن تستخدم وحدة الترشيح مرشحات مزدوجة مع توفير القياس المستمر وعرض مستوى نظافة الزيت بمقياس NAS وISO ونسبة الماء. تقوم وحدة الترشيح المتنقلة هذه بأخذ الزيت من خزان الزيت الرئيسي للمعصرة وتصفيته ثم ضخه مرة أخرى إلى خزان الزيت الرئيسي. يجب أن تكون وحدة الترشيح ذات قدرة كافية للتعامل مع حجم الزيت الموجود في الخزان الرئيسي وتكون مناسبة للتشغيل المستمر.
6.1 يجب أن تحتوي الماكينة على نظام تحكم يعتمد على PLC وHMI.
6.2 مواصفات نظام PLC:
أ. حزمة البرمجة: يجب أن تكون حزمة البرمجة لتحرير منطق التحكم في نطاق العرض.
ب. وحدة التحكم: يجب أن تحتوي على منفذي اتصال على الأقل، أحدهما لاستخدامه في البرمجة والآخر للاتصال بالشبكات.
ج. يجب أن تكون جميع وحدات الإدخال والإخراج المستخدمة معزولة بصريًا وأن يكون جهد التحكم بها 24 فولت تيار مستمر فقط.
د. يجب أن يكون مصدر طاقة الحامل من النوع الموصى به من قبل الشركة المصنعة PLC.
ه. يجب أن تقود جميع المخارج عناصر التحكم النهائية مثل الملفات اللولبية والموصلات وما إلى ذلك من خلال وحدات الترحيل المتداخلة.
و. يجب أن يتم التحكم في إمداد عناصر التحكم النهائية من خلال موصلات ذات مصهر ومؤشر على احتراق المصهر.
ز. يجب ألا يزيد تحميل وحدة المعالجة المركزية والذاكرة عن 50%.
ح. لا يجوز استخدام إمداد وحدة المعالجة المركزية لاستجواب توريد المدخلات، حيث يجب توفير إمداد منفصل.
أنا. يجب ترك ما لا يقل عن 30% من المدخلات و30% من المخرجات من وحدات الإدخال/الإخراج غير مستخدمة/احتياطية.
ي. يجب أن تكون جميع الكابلات اللازمة لتشغيل المطبعة ضمن نطاق توريد البائع. يجب أن تكون الكابلات الخاصة بدمج جميع أجهزة الاستشعار مع PLC من النوع المغطى.
ك. يجب أن تكون بطاقات الإدخال/الإخراج سلكية بالكامل وإحضارها إلى الأجهزة الطرفية في حالة استخدامها وعدم استخدامها.
ل. الاتصالات: يجب أن تكون جميع مكونات نظام التحكم، مثل وحدة التحكم وواجهة التحكم البشرية (HMI) ومحركات الأقراص الإلكترونية (إن وجدت) متصلة بالشبكة عبر الاتصالات الرقمية

6.3 مواصفات نظام المحركات الإلكترونية (إن وجد):
أ. يجب أن يكون حجم كافة المحركات بحيث يكون تيارها أعلى بنسبة 20% على الأقل من تلك الخاصة بالمحركات المعنية.
ب. يجب أن تكون محركات الأقراص هذه متصلة بشبكة مع HMI ويجب عرض جميع المعلمات المهمة مثل السرعة والتيار وما إلى ذلك على HMI.
ج. يجب أن تحتوي جميع محركات الأقراص حيثما تم استخدامها على ملفات خنق إدخال ذات تصنيف كافٍ.
د. يجب أن تحتوي محركات الأقراص المحددة على أحدث أوضاع التحكم.
ه. يجب أن يكون برنامج التكوين/التشغيل لمحركات الأقراص وكابلات/مكيفات التوصيل المتخصصة ذات الصلة لتوصيل محركات الأقراص بالكمبيوتر ضمن نطاق التوريد.
و. في حالة استخدام أي بطاقة تحكم خاصة، يجب توفير كتيبات/دوائر تشخيصية مفصلة مع نقاط الاختبار اللازمة.
6.4 الوظائف:
أنا. يجب برمجة نظام التحكم لعمليات الضغط المحددة مثل الأوضاع الأوتوماتيكية واليدوية والصيانة.
ثانيا. يجب أن يشتمل نظام التحكم على جميع الوصفات المطلوبة للتحكم الآلي في الضغط بناءً على أحجام مدمجة مختلفة.
ثالثا. يجب تسجيل جميع معلمات العملية المهمة مثل الضغط وقطر الضغط ودرجة حرارة الزيت وما إلى ذلك وعرضها في شكل اتجاه.
رابعا. يجب أن تتوفر إمكانية إنشاء تقرير لبيانات العملية المسجلة جنبًا إلى جنب مع تفاصيل المسؤول عن المشغل/الوردية وأرقام الدفعة وعدد عمليات الضغط وما إلى ذلك بالإضافة إلى الطابع الزمني. يجب أن يكون من الممكن طباعة التقارير على محرك القلم بتنسيقات pdf وcsv. كما يجب أن تكون الوظائف الضرورية لنقل البيانات المسجلة إلى الكمبيوتر المركزي متاحة في واجهة HMI المختارة كما هو موضح أدناه.
6.5 المستشعرات: يجب استخدام المستشعرات الإلكترونية لقياس معلمات العملية مثل الضغط ومستوى الزيت ودرجة الحرارة وما إلى ذلك، ويتم دمجها مع نظام PLC.
6.6 توفير الشبكات: يجب إنشاء منفذ اتصال في نظام التحكم
متاح لدمج نظام التحكم مع الكمبيوتر المركزي، وتصوير كل حالة العملية في ذلك.
من المقترح أن يكون هناك نظام منفصل لإضافة السبائك مع صناديق منفصلة ونظام مراقبة الوزن بحيث يمكن ملء السبائك في تجويف القالب في الوقت والموضع المناسبين. وبالمثل بالنسبة لإضافة الإسفنج المعدني، سيتم تصور نظام منفصل لرفع الأسطوانة وتغذيتها لتغذية الإسفنج المعدني في القالب. تجدر الإشارة إلى أن هذه الأنظمة ليست جزءًا من المكبس الهيدروليكي. ومع ذلك، يتم تشجيع البائعين على تقديم عرض منفصل. يجب أن تكون أنظمة التحكم المخصصة للمكبس قادرة على تكوين ودمج نظام إضافة السبائك والإسفنج.

 العربية
العربية Pусский
Pусский






















