تصفح الكمية:1142 الكاتب:محرر الموقع نشر الوقت: 2024-06-21 المنشأ:محرر الموقع

القطع هو عملية قطع الورقة إلى شرائح أو كتل قبل إنتاج الملف.

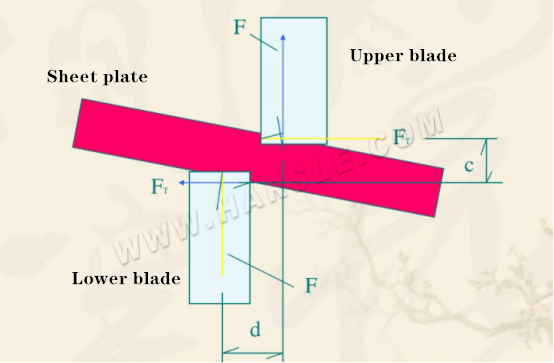
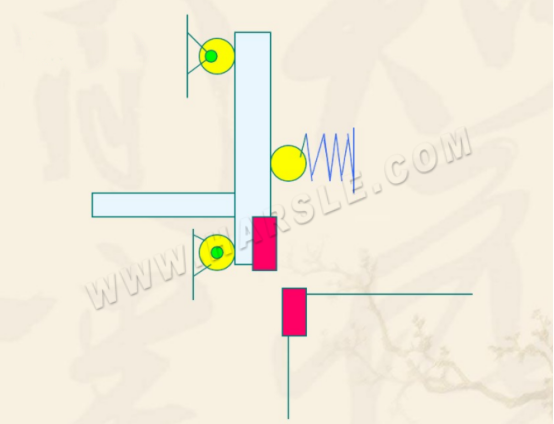
رسم تخطيطي لعملية القطع
1 - الشفرة العلوية؛ 2 - أوراق؛ 3- الشفرة السفلية
● عند إجراء القص، يتم تثبيت المقص، ويتحرك المقص العلوي للأسفل، وعندما يبدأ القطع، تضغط شفرة المقص العلوي على الورقة، ويدفع زوج من قوة القص F وعزم الدوران المقابل Fd القوة ورقة مقطوعة للتدوير، ولكن سيتم إخضاعها لعملية التدوير. جانب المقص يحجب زوج التوجهات الجانبية FT واللحظة المقابلة FTc في المستوى الآخر من المقص. الاتجاه يمنع الدوران من الورقة. عندما يبدأ القص، تزداد زاوية الورقة مع زيادة عمق المسافة البادئة. ويزداد عزم الدوران FTc أيضًا، لذلك يتم الضغط على حافة القطع إلى عمق معين ويكون هناك Fd = FTc، ثم المقصوصة لن تدور المادة حتى يتم قصها تحت قوة القص.
● يُسمى هذا النوع من معدات قص الألواح بآلة القص.

تتكون آلة القص العادية عمومًا من جسم الطائرة، ونظام النقل، وحامل الأدوات، والضاغط، والكتلة الأمامية، والكتلة الخلفية، وجهاز التغذية، وجهاز تعديل فجوة الشفرة، وجهاز خط الإضاءة، وجهاز التشحيم، والتحكم الكهربائي. الجهاز، الخ. والمكونات الرئيسية التي يتم تنظيمها على النحو التالي.

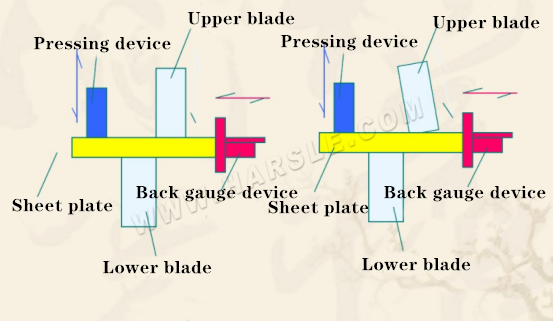
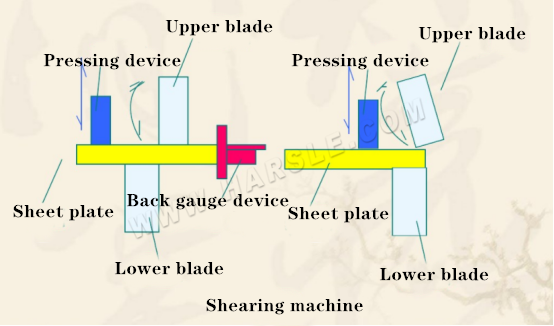
أ) آلة القص المقصلة ب) آلة القص المائلة للأمام ج) 、 د) آلة القص المتأرجحة
1 - الصفائح المعدنية 2 - المكبس 3 - الشفرة العلوية 4 - جهاز القياس الخلفي 5 - الشفرة السفلية
يتكون جسم الطائرة بشكل عام من أعمدة يمين ويسار وطاولات عمل وعوارض وما شابه.
ينقسم جسم الطائرة إلى هيكل مركب مصبوب وهيكل ملحوم شامل.
يستخدم جسم الطائرة المصبوب في الغالب المسبوكات، ويتم توصيل المكونات معًا بواسطة الأزرار والدبابيس.
هيكل جسم الطائرة هذا ثقيل، والصلابة ضعيفة، كما أن أعمال المعالجة لسطح المفصل كبيرة أيضًا.
بالمقارنة مع هيكل الصب، فإن الهيكل الملحوم الشامل لديه مزايا جودة الجسم الخفيفة، والصلابة الجيدة والمعالجة السهلة.
في الوقت الحاضر، جسم الطائرة مع هيكل متكامل من ألواح الصلب الملحومة آخذ في الازدياد.
⑴يجب تنسيق سمك وخصائص المادة وشكل ورقة القص مع طريقة القص ومعدات القص، ويجب عدم انتهاكها.
⑵قبل القطع، اضبط فجوة الشفرة وفقًا لسمك الورقة وتحقق مما إذا كانت حافة القطع حادة.
⑶ قم بضبط جهاز حجب المواد وفقًا لحجم لوحة القص. بعد اجتياز الاختبار، قم بربط البراغي وفحصها وضبطها في إنتاج الدفعة.
⑷قبل استخدام آلة القص، تحقق من أن القابض والفرامل وأجهزة السلامة الخاصة بالآلة طبيعية.
⑸في حالة التشغيل متعدد الأشخاص، من الضروري التنسيق والامتثال لإجراءات التشغيل الآمن.
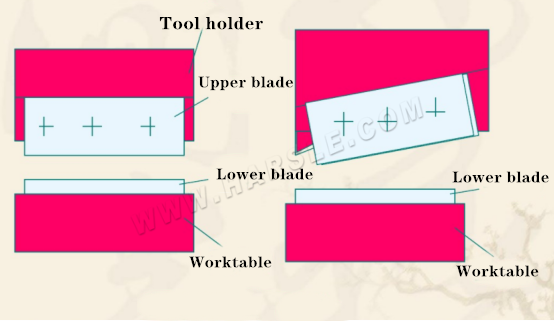
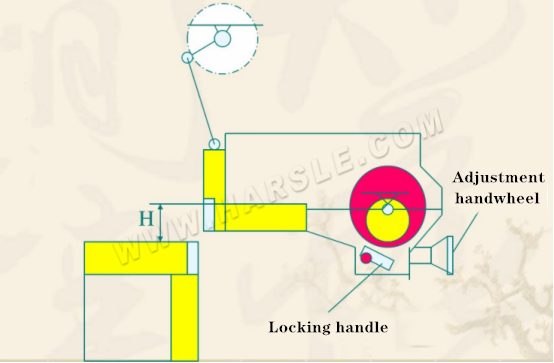
بعد القص، يجب أن تضمن آلة القص استقامة وتوازي السطح المقطوع للورقة المقطوعة، وتقليل تشويه الورقة لاستبدال قطعة العمل. يتم تثبيت الشفرة العلوية لآلة القص على حامل الأداة، ويتم تثبيت الشفرة السفلية على طاولة العمل. يتم تثبيت كرة دعم على طاولة العمل بحيث لا يتم خدش الورقة عندما تنزلق فوقها. يتم استخدام المقياس الخلفي لتحديد موضع الورقة ويتم ضبط الموضع بواسطة المحرك. يتم استخدام أسطوانة الضغط لضغط الورقة لمنع الورقة من التحرك أثناء القص. الدرابزين هو جهاز أمان لمنع وقوع الحوادث. تعتمد رحلة العودة بشكل عام على النيتروجين، وهو سريع وذو تأثير بسيط.
يتم قطع الشفرة المسطحة، وتكون الورقة على اتصال بطول حواف القطع العلوية والسفلية بالكامل. قوة القص كبيرة، واستهلاك الطاقة كبير، والاهتزاز كبير، ولكن جودة القطع جيدة ومستقيمة وبدون تشويه. يتم استخدام القطع بالشفرة المسطحة في الغالب لآلات القص الصغيرة وقطع الألواح الرقيقة، وهناك العديد من عمليات النقل الميكانيكية.
إن قص الحافة المائلة هو تقدمي، وحجم القص اللحظي أصغر من عرض اللوحة، وحواف القطع العلوية والسفلية هي زوايا القص (0.5-4 درجة). بعض آلات القص الهيدروليكية قابلة للتعديل، والتي تتعلق بقوة القص وشوط القص. الجودة ليست جيدة مثل القص ذو الشفرة المسطحة، هناك تشويه، ولكن قوة القص صغيرة، ويتم استخدامها في آلات القص الكبيرة والمتوسطة.
تنقسم آلة القص إلى نوعين حسب وضع حركة حامل الأداة: الخطية والمتذبذبة. الشفرة الخطية مستطيلة، وأربعة جوانب، ومتينة، ويجب تعديل خلوص حافة القطع.
دليل المتداول من ثلاث نقاط
يتأرجح حامل الأداة لآلة قص البندول حول نقطة ما، وخشونة القسم صغيرة، ودقة الأبعاد عالية، والشق عمودي على مستوى اللوحة، وحامل الأداة عبارة عن مكون من النوع الصندوقي:
نموذج المثال: QC11K-6*2500
●آلة القص الهيدروليكية QC11K:
تنقسم آلة القص إلى نوع خطي ونوع متأرجح وفقًا لوضع الحركة لحامل الأداة. البنية الخطية بسيطة نسبيًا (مثل البوابة، لذلك يطلق عليها أيضًا نوع البوابة). فمن السهل تصنيعها، قسم الشفرة مستطيل، ويمكن استخدام الجوانب الأربعة بمثابة شفرة، لذلك فهي أكثر متانة. يتأرجح حامل الأداة لآلة القص المتأرجحة حول نقطة ثابتة أثناء القص. الميزة هي أن الاحتكاك و التآكل بين حواف القطع العلوية والسفلية صغير، وتشوه الشفرة صغير، ودقة القطع عالية.
| نموذج | قص سماكة (مم) | خدش عرض (مم) | سكتة دماغية مرات (قطع / دقيقة) | المقياس الخلفي رن (مم) | قص الصياد (°) | رئيسي قوة (كيلوواط) | إجمالي Dimensions (الطول × العرض × الارتفاع) (مم |
| 6×2500 | 6 | 2500 | 16 ~ 35 | 20 ~ 600 | 30'~1°30 | 7.5 | 3200×1500×2100 |
| 6×3200 | 6 | 3200 | 14 ~ 35 | 20 ~ 600 | 30'~1°30 | 7.5 | 3900×1580×2150 |
| 6×4000 | 6 | 4000 | 10 ~ 30 | 20 ~ 600 | 30'~1°30 | 7.5 | 4700×1650×2250 |
| 6×5000 | 6 | 5000 | 10 ~ 30 | 20 ~ 800 | 30'~1°30 | 11 | 5700×1800×2380 |
| 6×6000 | 6 | 6000 | 8 ~ 25 | 20 ~ 800 | 30'~1°30 | 11 | 6700×2000×2650 |
| 8 × 2500 | 8 | 2500 | 14 ~ 30 | 20 ~ 600 | 30'~2° | 11 | 3200×1550×2150 |
| 8×3200 | 8 | 320 | 12 ~ 30 | 20 ~ 600 | 30'~2° | 11 | 3950×1750×2350 |
| 8 × 4000 | 8 | 4000 | 10 ~ 25 | 20 ~ 600 | 30'~2° | 11 | 4700×1800×2480 |
| 8 × 5000 | 8 | 5000 | 10 ~ 25 | 20 ~ 800 | 30'~2° | 15 | 5700×1950×2600 |
| 8×6000 | 8 | 6000 | 8 ~ 20 | 20 ~ 800 | 30'~2° | 15 | 6700×1980×2650 |
| 12×2500 | 12 | 2500 | 12-25 | 20 ~ 800 | 30'~2° | 15 | 3250×1680×2250 |
| 12×3200 | 12 | 320 | 12 ~ 25 | 20 ~ 800 | 30'~2° | 15 | 3980×1800×2550 |
| 12×4000 | 12 | 4000 | 8 ~ 20 | 20 ~ 800 | 30'~2° | 15 | 4800×1950×2650 |
| 12×5000 | 12 | 5000 | 8 ~ 20 | 20 ~ 1000 | 30'~2° | 22 | 5800×2150×2700 |
| 12×6000 | 12 | 6000 | 6 ~ 20 | 20 ~ 1000 | 30'~2° | 30 | 6800×2450×2900 |
| 16×2500 | 16 | 2500 | 12 ~ 20 | 20-800 | 30'~1°30° | 22 | 3280×1830×2520 |
| 16×3200 | 16 | 3200 | 12 ~ 20 | 20 ~ 800 | 30'~1°30° | 22 | 3950×1950×2650 |
| 16×4000 | 16 | 4000 | 8 ~ 15 | 20 ~ 800 | 30'~1°30° | 22 | 4800×1970×2700 |
| 16×5000 | 16 | 5000 | 8 ~ 15 | 20 ~ 1000 | 30'~1°30° | 30 | 5800×2250×2870 |
| 16×600 | 16 | 6000 | 6 ~ 15 | 20 ~ 1000 | 30'~1°30° | 37 | 6800×2450×3150 |
| 20×2500 | 20 | 2500 | 10 ~ 20 | 20 ~ 800 | 30'~3° | 30 | 3400×2260×2520 |
| 20×3200 | 20 | 3200 | 10 ~ 20 | 20 ~ 800 | 30'~3° | 30 | 4100×2300×2700 |
| 20×4000 | 20 | 4000 | 8 ~ 15 | 20 ~ 800 | 30'~3° | 30 | 4900×2500×2880 |
| 20×5000 | 20 | 5000 | 8 ~ 15 | 20 ~ 1000 | 30'~3° | 37 | 5900×2750×2980 |
| 20×6000 | 20 | 6000 | 6 ~ 15 | 20 ~ 1000 | 30'~3° | 37 | 6900×2850×3200 |
| 25×2500 | 25 | 2500 | 8 ~ 15 | 20 ~ 800 | 30'~3° | 37 | 3420×2400×2650 |
| 25×3200 | 25 | 3200 | 8 ~ 15 | 20 ~ 800 | 30'~1°30° | 37 | 4150×2500×2750 |
| 25×4000 | 25 | 4000 | 6 ~ 12 | 20 ~ 100 | 30'~1°30° | 37 | 4900×2600×2950 |
| 30×2500 | 30 | 2500 | 8 ~ 12 | 20 ~ 1000 | 30'~1°30° | 55 | 3450×2600×2750 |
| 30×3200 | 30 | 3200 | 8 ~ 12 | 20 ~ 1000 | 30'~4° | 55 | 4150×2700×2850 |
| 30×4000 | 30 | 4000 | 8 ~ 12 | 20 ~ 1000 | 30'~4° | 55 | 4900×2900×3100 |
| 40×2500 | 40 | 2500 | 4 ~ 10 | 20 ~ 1000 | 30'~4° | 55 | 4000×2950×3150 |
| 40×3200 | 40 | 3200 | 4 ~ 10 | 20 ~ 1000 | 30'~4° | 55 | 4900×3050×3680 |
●جدول عمل صمام الملف اللولبي والمتطلبات الفنية

متطلبات المهارات
● الحد الأقصى لضغط العمل للنظام الهيدروليكي هو 18Pa، ويتم ضبط ضغط صمام التنفيس (4) على 18MPa.
● يتم تعبئة المركم (17) بضغط نيتروجين يبلغ 3-5 ميجا باسكال، والصمام الكروي (14، مقياس الضغط 16) به ضغط زيت يتراوح بين 8-14 ميجا باسكال (يتم ضبطه وفقًا لحالة إرجاع الأداة).
● نطاق درجة حرارة زيت العمل الطبيعي للنظام هو 10-60 درجة.
● يستخدم النظام الهيدروليكي زيت هيدروليكي مضاد للتآكل L-HM46.
● متطلبات نظافة النظام الهيدروليكي NAS11
● نموذج الأجزاء الهيدروليكية

●النظام الهيدروليكي لآلة القص

●بدء تشغيل مضخة الزيت وتعبئة الزيت
أولاً، أغلق صمام الأسطوانة الكروية 11 وقم بفك صمام التنفيس الرئيسي 4 عكس اتجاه عقارب الساعة لبدء تشغيل محرك مضخة الزيت، وصمام الملف اللولبي اليدوي صمام YV11، واضبط صمام التنفيس الرئيسي 4 عقارب الساعة في اتجاه عقارب الساعة، ولاحظ الصمام الرئيسي. قيمة مقياس الضغط، سيتم قفل الضغط بعد ضبطه على الضغط المحدد بواسطة النظام عند 17 ميجا باسكال. ثم أدر المفتاح 'المملوء بالزيت' الموجود على لوحة التشغيل إلى وضع 'التشغيل'، وصمامات الملف اللولبي YV1، YV2، ويتم تنشيط YV4، ويتم ملء آلة القص بالزيت، وينزل حامل الأداة إلى نقطة النهاية السفلية، ويتم فتح الصمام الكروي 14 لملء الزيت. أثناء العملية، لاحظ أن قيمة الضغط في المجمع يرتفع مقياس الضغط 16 إلى 8 إلى 14 ميجا باسكال (اعتمادًا على سرعة عودة حامل الأداة)، أغلق الصمام الكروي 14، ثم أدر المفتاح 'المملوء بالزيت' إلى وضع 'إيقاف التشغيل'. يتم رفع الدعامة العلوية لمفتاح الدواسة السفلية 'لأعلى' إلى موضع المركز الميت العلوي، تم الانتهاء من عمل تعبئة الزيت، وتم فتح الصمام الكروي لأسطوانة الضغط 11، ويمكن للآلة الدخول في التشغيل العادي.
● توقف
عندما يتم إلغاء تنشيط صمام الملف اللولبي YV11، يأتي الزيت الهيدروليكي من مضخة الزيت ← صمام الفائض ← يعود إلى خزان الوقود. في هذه المرحلة، لا يعمل حامل الأداة.
عندما يكون مفتاح القدم 'لأسفل'، يتم تنشيط صمام الملف اللولبي YV1، ويتم إرجاع الزيت الهيدروليكي إلى الخزان من خلال صمام الملف اللولبي؛ يتم تفريغ مضخة الزيت من خلال الصمامات 10، 12 إلى الغرفة العلوية للأسطوانة 18، ويدخل الزيت الموجود في الحجرة السفلية للأسطوانة 18 إلى الأسطوانة. في الغرفة العلوية 19، تدخل الغرفة السفلية للأسطوانة 19 إلى المجمع 17 لتشكل ممر زيت متسلسل؛ ويدخل الزيت الآخر إلى أسطوانة الضغط 7 عبر الصمام الكروي 11. في هذا الوقت، تتحرك أسطوانة الضغط إلى الأسفل للضغط على قطعة العمل. مع زيادة الضغط، يتغلب جسم حامل الأداة على قوة الدعم للغرفة السفلية للأسطوانة 19 ويتحرك للأسفل إلى المركز الميت السفلي. انتهاء انقطاع التيار الكهربائي عن YV1 وYV2. يتم التحكم في ضغط عمل خط الزيت بواسطة صمام التنفيس 4، وتتم قراءة قيمة الضغط من مقياس الضغط 9. عند الضغط على مفتاح القدم 'لأعلى'، يتم تشغيل زيت مضخة الزيت يتم إرجاعه إلى خزان الزيت من خلال صمام الفائض 4، وفي هذا الوقت يتم تنشيط YV3، ويتم إرجاع حامل الأداة تحت تأثير المركم، وتكون أسطوانة الضغط تحت تأثير الزنبرك، حيث يمر الزيت من خلال الصمام 6. يتم إرجاع الصمام 10 إلى خزان الوقود، ويتم رفع حامل الأداة إلى أعلى المركز الميت لإكمال عملية القطع بأكملها.
عند تنظيف النظام الهيدروليكي لمنع حقن الزيت! يجب أولاً فتح الصمام الكروي السفلي للمراكم 14 وتحريره لإسقاط حامل الأداة ثم فحصه. بعد الانتهاء من عملية الإصلاح اتبع ما سبق تعليمات 'بدء تشغيل مضخة الزيت وتعبئة الزيت'.
● ضجيج مضخة الزيت
تتميز مضخة الزيت بمقاومة كبيرة لامتصاص الزيت. تحقق من منفذ الشفط، وقم بالتصفية، وقم بإزالة الانسداد.
مستوى الزيت منخفض. املأ الخزان بخط وسط نافذة الزيت.
لزوجة الزيت كبيرة. استبدل السائل الهيدروليكي.
درجة حرارة الزيت منخفضة جدًا. ابدأ تشغيل مضخة الزيت في وضع الخمول لفترة من الوقت لتسخين أو تركيب السخان
● سرعة القطع بطيئة جدًا
مضخة الزيت لا تحتوي على كمية كافية من الزيت. مضخة زيت التفتيش
تسرب في النظام. فحص المضخات والصمامات والأسطوانات وغيرها، واحدة تلو الأخرى
منظم الضغط معطل. صمام الخدمة.
ضغط غير كاف. ضبط الضغط إلى 18MPa.
● حركة تجاوز الاسطوانة
الرحلة لا تعمل بشكل صحيح. كتلة التفتيش ومفتاح السفر
● درجة حرارة الزيت مرتفعة جدًا
تتسرب مضخة الزيت كثيرًا. إصلاح مضخة الزيت.
خط إرجاع المضخة مسدود أو غير سلس. إصلاح خط العودة.
الزيت قذر. استبدال أو تحسين نظافة الزيت.
● قطع غير كافية
لا تستطيع مضخة الزيت إنشاء الضغط. إصلاح مضخة الزيت.
تسرب أو عطل في النظام والصمام. إصلاح الصمامات وتسريبات الزيت.
لا يمكن إيقاف تشغيل صمام الملف اللولبي YVI. تحقق من وجود إشارات الدائرة أو إذا كان التخزين المؤقت عالقًا.
● لا تستطيع دائرة الزيت ضبط الضغط، ولا يتحرك حامل الأداة العلوي.
ضعف الاتصال بالقابس الكهربائي لصمام الملف اللولبي. تحقق من المكونات.
بكرة صمام الملف اللولبي عالقة أو مسحوبة. قم بإزالة طحن قلب الصمام.
لا يوجد أي حطام في ختم سدادة الصمام. تنظيف.
فتحة الخانق في الصمام مسدودة. تفكيك التنظيف.
● عودة حامل الأداة بطيئة جدًا
صمام الملف اللولبي لا يتم تبديله. إصلاح صمام الملف اللولبي.
يحتوي المجمع على ضغط نيتروجين غير كافٍ. ضغط النيتروجين هو 3 ~ 5MPa.
لا يتم تنسيق حامل الأداة العلوي وأسطوانة الضغط. تحقق مما إذا كان صمام الملف اللولبي لأسطوانة الضغط يعمل بشكل صحيح.
● ينزل حامل الأداة ببطء عند الركض
سوء ختم مخروط الصمام العكسي. بعد إزالة صمام الرجوع، صب الكيروسين من جانب واحد للتحقق من عدم وجود تسرب؛ إذا تسرب، استبدل أو طحن سطح الختم.
يتم تزييت الغرف العلوية والسفلية للأسطوانة. تأكد من أن ختم المكبس جيد.
● لا تتم مزامنة الأسطوانتين عند عودة حامل الأداة العلوي
ختم المكبس الداخلي للأسطوانة متصل بشكل سيئ بالجوانب العلوية والسفلية للزيت. استبدل ختم المكبس.
● أفكار لصيانة النظام الهيدروليكي
يجب أن يعتمد فشل النظام الهيدروليكي على مبدأ السهل والصعب، أولاً وثانياً، التحكم الكهربائي الداخلي والداخلي بعد التحكم الهيدروليكي.
قم بمراجعة المخطط الهيدروليكي وفهم العلاقة المنطقية للإجراء. لا تبدأ بشكل أعمى.
العلاقة بين الضغط والتدفق هي الضغط الناتج عن التدفق لتحليل سبب الفشل.
اطلب من المشغل معرفة سلامة المعدات والحالات الشاذة التي حدثت عند حدوث الخطأ.

 العربية
العربية Pусский
Pусский























